Introduction
SILO (Stochastical Immunological Layer Optimizer) is an Advanced Control class software solution which is aimed to perform automatic, on-line optimization of industrial processes - combustion in power boilers in particular. It is one of these systems which draw their inspiration from the nature. The SILO’s inspiration is an immune system of living creatures, which gives it some unique features such as on-line learning of the process and effective adaptation to new, unknown operating conditions.
The main advantage of the SILO algorithm is efficient coordination of two algorithms - learning and optimization. From one hand, the system monitors the process parameters constantly to collect the knowledge. From the other hand, it calculates setpoints or corrections to setpoints of such decision variables like: O2 demand, secondary air dampers, OFA (Over Fire Air) dampers, coal feeders etc. to meet optimization goals related to superheated and reheated steam temperatures (SH and RH steam temperatures), superheated and reheated sprays flow, NOx and CO emission, etc.
Implementation results show that SILO is able to significantly improve such parameters like flue gases temperature, CO, NOx emission and LOI (Loss on Ignition). These results had a positive impact on process efficiency and the environment.
Combustion optimization
Combustion in a power boiler is a complex process, which depends on many various factors. Large number of control signals and monitored parameters have to be taken into account during control of the process, what can cause problems for the operator and DCS system.
Combustion efficiency depends on the quality of process control. Therefore, smart approach is required to obtain high performance of the boiler, and this is where SILO comes with help. Thanks to the artificial intelligence algorithms implemented in the system it is able to handle all the important signals and parameters, which result in a substantial improvement in combustion process efficiency.
To fully understand how SILO system works it is essential to know some basic dependencies between combustion process parameters and their effect on the efficiency of the boiler.
The boiler efficiency is the parameter which combines technical indicator of combustion process quality with its economic aspect, so generally the optimization of combustion process in power boiler must lead to reduction of operation and maintenance cost. Mainly, it means increase of the process performance - increase of its efficiency and reduction of CO2, NOx, SOx, CO emissions.
Boiler efficiency is proportional to the sum of useful heat outputs and inversely proportional to the sum of heat losses. Thus, to optimize the efficiency of combustion process it is necessary to minimize heat losses and maximize useful heat outputs. Both efficiency components are defined by combustion parameters, which are measured on-line. Some of them can be controlled during combustion optimization and they are listed in the following table.
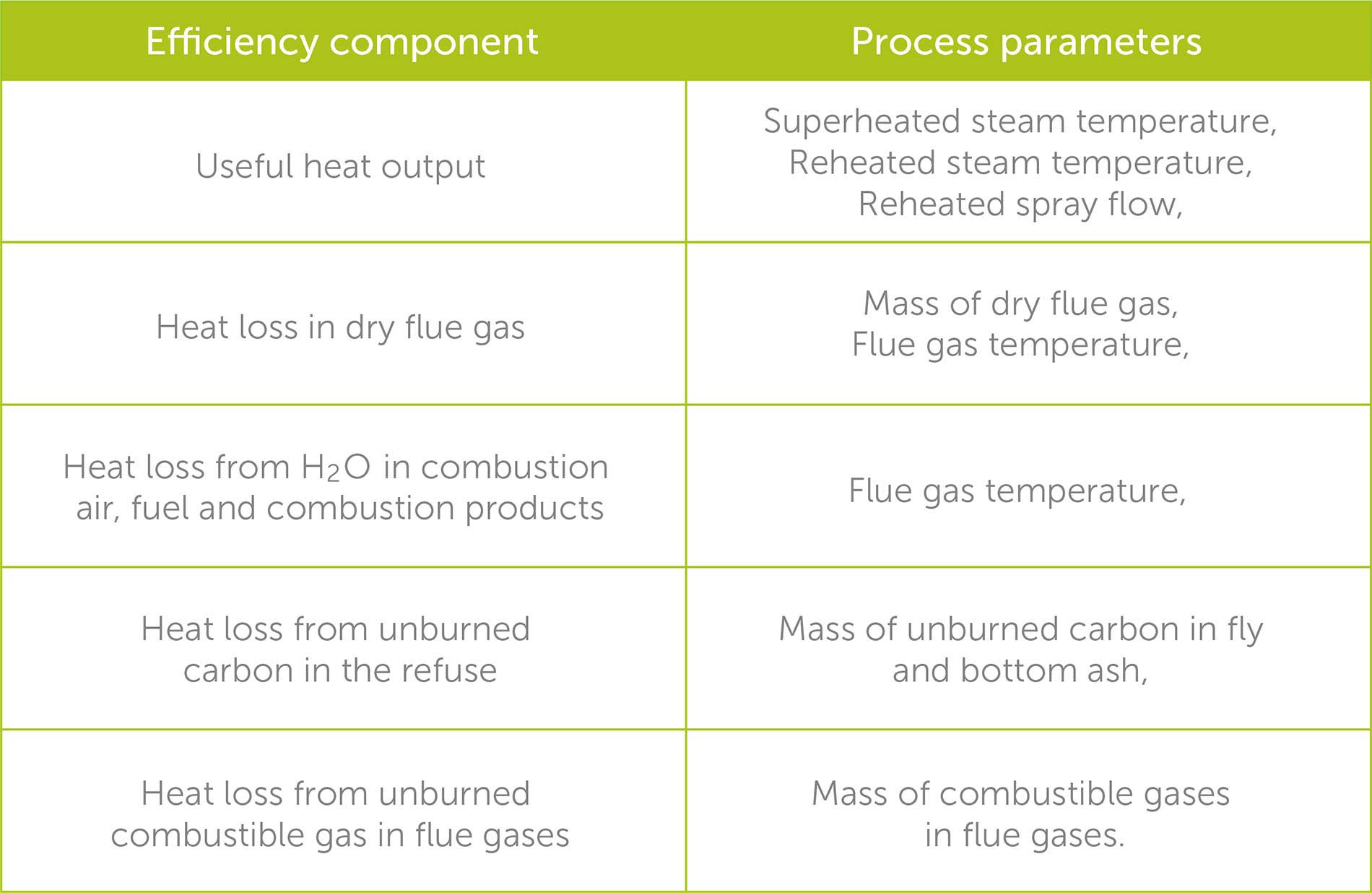
The combustion parameters listed above depend on process control quality, so they can be also automatically controlled by SILO. The main efficiency component is useful heat output, which is controlled by maintaining superheated and reheated steam temperatures at design level. Too low steam temperatures cause lower useful heat output (lower efficiency), but too high steam temperatures could violate safety limits.
One of the main parameters of heat losses is temperature of flue gases. Decrease of this parameter has a huge impact on efficiency improvement. Flue gases temperature is monitored by SILO and by proper control of the process the optimizer is able to reduce heat loss related to dry gas and moisture content. Additionally, heat loss of a dry gas depends on mass of dry flue gases. This parameter is also measured by SILO by oxygen content in flue gases - the more oxygen, the higher mass of flue gases and finally the greater heat loss. SILO is able to improve air distribution, which result in further reduction of this heat losses. Finally, content of unburned carbon in fly and bottom ash, as well as combustible gases in flue gases are controlled by the system in on-line mode.
Based on this knowledge, the appropriate signals are defined in SILO system to perform online optimization of the combustion process, assuring at the same time high stability of the process and compliance with all the restrictions.
How does SILO work?
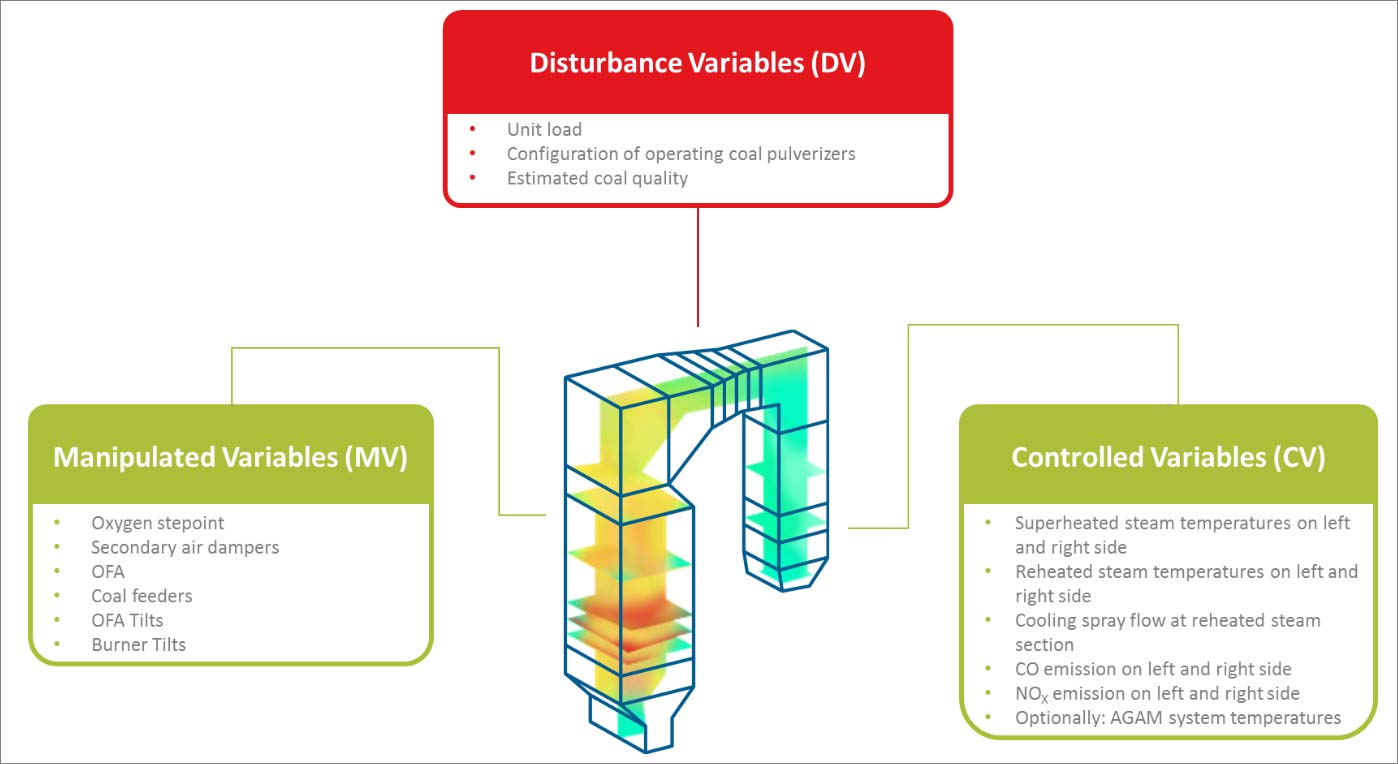
In general, SILO consists of two main, independent modules: Knowledge Gathering and Optimization. The Knowledge Gathering module is aimed to collect information about the process characteristic. It monitors process signals and identifies static relations between process controlled inputs - MV (Manipulated Variables) and outputs - CV (Controlled Variables), at certain operating point - constant DV (Disturbance Variables). Each static input-output relation, for certain process operating point is stored in SILO’s database. Using this knowledge for optimization purposes, SILO is able to ad-hoc calculate static characteristic of the process for different operating points.
To ensure optimization of the parameters that have influence on combustion process efficiency, usually the following signals are defined in the SILO system:
- MV (Manipulated Variables)
- Oxygen setpoint (combustion air demand)
- Secondary air dampers
- OFA
- Coal feeders
- OFA Tilts
- Burner Tilts
- CV (Controlled Variables)
- Superheated steam temperatures on left and right side
- Reheated steam temperatures on left and right side
- Cooling spray flow at reheated steam section
- CO emission on left and right side
- NOx emission on left and right side
- Optionally: AGAM system temperatures
- DV (Disturbance Variables)
- Unit load
- Configuration of operating coal pulverizers
- Estimated coal quality (coal quality value is estimated by dividing currently generated MWs by current coal flow, represented by sum of coal feeders speed)
Functionality of the Optimization module relay on constant calculating and updating MV signals. Calculated MV values are transferred to base control layer as new setpoints or corrections to setpoints for boiler controlled devices. Additionally, SILO is equipped with different optimization strategies, which are changed automatically. The choice of appropriate optimization strategy depends on state of the process (steady or unsteady), SILO’s knowledge as well as results of evaluation of last SILO decision. When optimizing the process, SILO’s Optimization module monitors one internal parameter - quality indicator. Formula of the quality indicator represents all optimization goals and their priorities. It measures, in fact, sum of deviations of input (MV) and output (CV) signals from their setpoints - penalties. A graphical representation of penalty function and its parameters for a single CV (NOx emissions) is presented below:
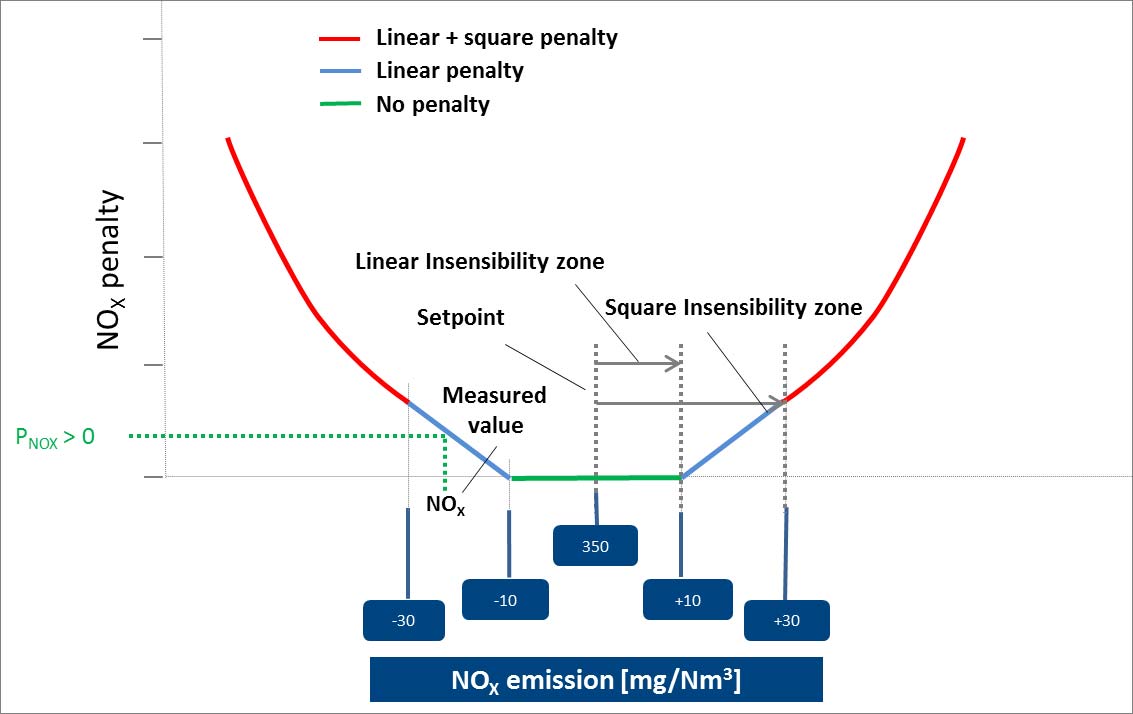
Penalty for a single MV or CV is applied, if measured signal exceed Linear or Square Insensibility Zones. Value of this penalty is calculated based on the difference between measured signal, insensibility zones and multiplied by specific coefficients. Those coefficients define priorities in the optimization. Finally, the main goal of the Optimization module is the minimization of the quality indicator. The module searches for such MV change, which minimizes the special quality formula.
Just after installation, when the knowledge database is empty, SILO controls the process by testing – it changes single setpoints randomly and observes process response. If the result of a single move is correct it will follow this direction in next moves. By those tests SILO gains knowledge about the process. When it collects enough knowledge, it starts optimizing the process using automatically identified input-output gains. If SILO’s knowledge covers full range of process operating points, the optimization results get better. Moreover, SILO keeps learning even if there is enough knowledge about the process. It is because characteristic of the combustion process is changing over time, so, due to those changes, the gains in the mathematical model must be adjusted. Additionally, if SILO finds optimal MV settings for current process point i.e. subsequent MV change does not increase the process performance significantly, SILO switch to quasi-random, extremal control to search for better results.
SILO architecture
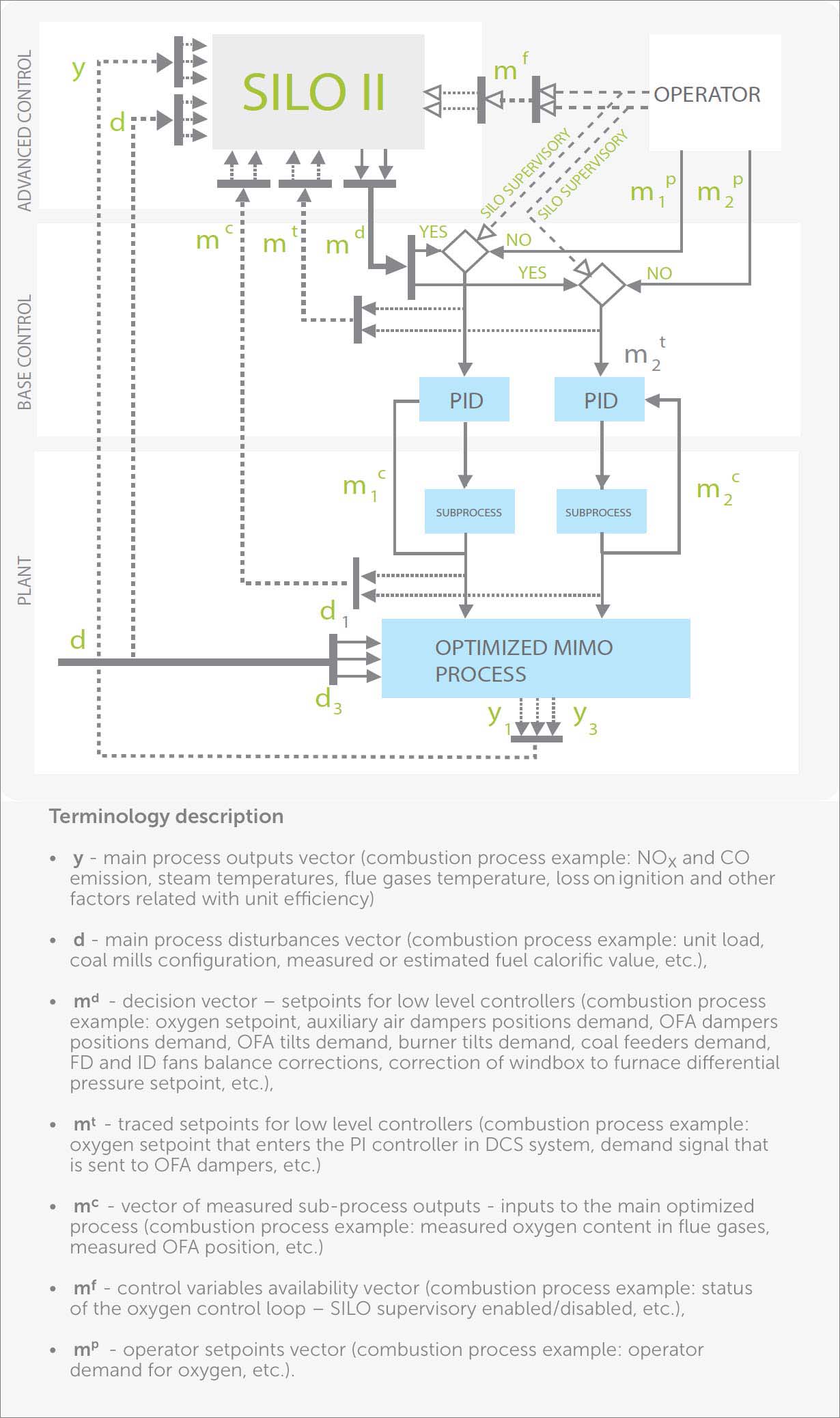
The SILO optimizer is integrated with DCS system, which allows it to automatically change setpoints for the controllers. An overview of the typical SILO integration is shown below.
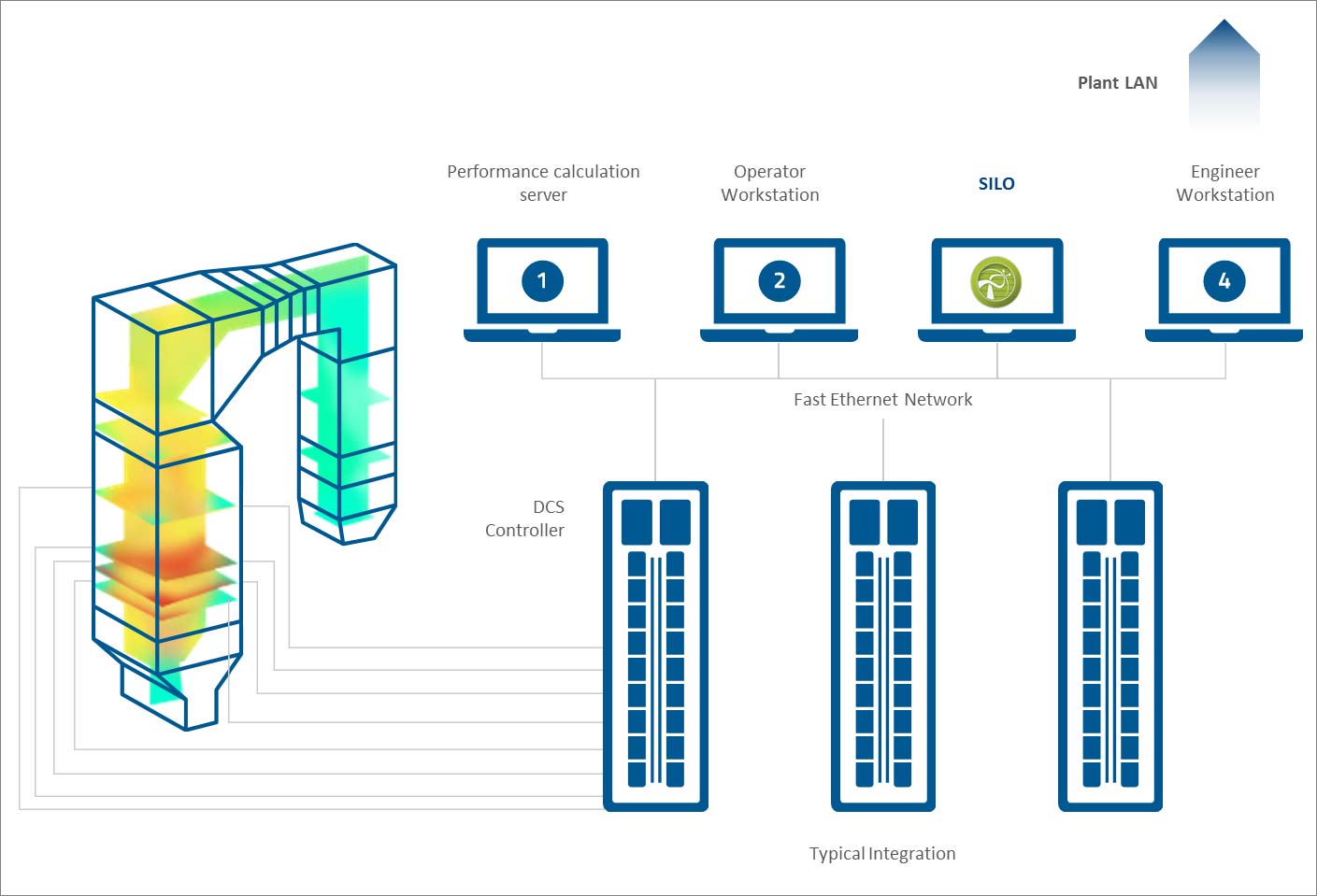
The SILO optimizer is implemented above the base control layer. It calculates setpoints corrections for controllers that operate in the base control layer. Control systems of any industrial plants are mainly based on PI (Proportional-Integral) controllers. These controllers control sub-processes that have an influence on a main process optimized by SILO. Layered control structure is presented on a scheme below.
Integration with external systems
SILO can be integrated with any external system improving its optimization abilities. In this case, accurate temperature measurements are highly beneficial to the optimizer performance. For better optimization results SILO can be easily integrated with ZoloBOSS or AGAM system measurements. Unlike conventional measuring systems, these are advanced, contactless technologies for on-line measurement of gas temperature together with its distribution across the furnace.
The ZOLO BOSS is a technology of measurement that uses tunable diode laser absorption spectroscopy to measure temperature, O2 , CO , CO2 , H2O across the furnace. AGAM is an acoustic gas temperature monitoring technology which uses acoustic waves to generate temperature distribution profiles across the furnace.
The animation shows an operator’s screen from a real implementation, where SILO cooperates with AGAM and by monitoring the temperature distribution inside the furnace it directly influences the shape and position of the fireball.
Flue gas temperature in furnace of power boiler is the most important indicator of quality of combustion process. This is why integration between SILO optimizer and ZoloBOSS or AGAM systems may significantly improve plant’s operating parameters such as efficiency or environmental impact.